Can Coinjection Help Solve the Coming Recycled Content Conundrum?
It’s just one example of the limits many brandowners will soon be imposing on themselves to boost the sustainability of their products, but the U.S. Plastics Pact’s roadmap is a useful guide to where key plastics markets like packaging could be headed. A consortium led by The Recycling Partnership and World Wildlife Fund (WWF) as part of the Ellen MacArthur Foundation’s global Plastics Pact Network, the Pact sets four main goals to be achieved by 2025: all “problematic or unnecessary” packaging to be eliminated; 100% of plastic packaging to be reusable, recyclable or compostable; to recycle or compost 50% of plastic packaging; and to have the average recycled content or bio-based content in plastic packaging be 30%.
Mold-Masters says its coinjection technology can allow applications with up to 50% PCR content.
Photo Credit: Mold-Masters
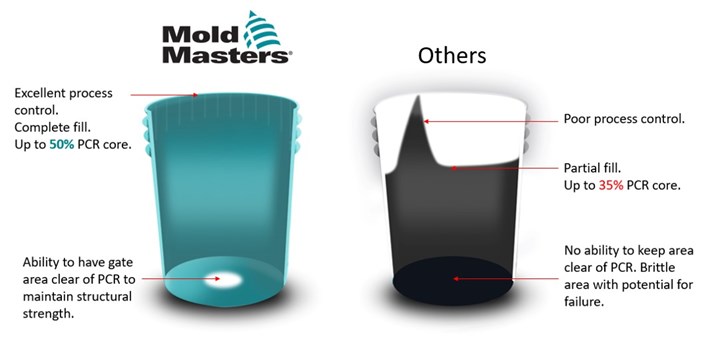
The gap between those aspirations and actual products will be bridged by technology, and for its part Mold-Masters is promoting its suite of coinjection offerings as a path forward. Key to its technology, according to Mold-Masters, is flow control from the leading-to-trailing edge, which allows it to precisely control distribution and thickness of the core layer, which Mold-Masters says makes it possible to inject a higher percentage of PCR content than competitive systems.
Specifically the Mold-Masters says its patented “fold-over” capability not only allows it to achieve the highest PCR core percentage and ensure uniform distribution but also complete encapsulation of PCR resins, which prevents the material from making contact with product. A Mold-Masters spokesperson told Plastics Technology that this patented capability originally introduced in 2015 maximizes PCR content through precision control of core layer’s position.
This version of coinjection simultaneously injects two materials to create a 3-layer structure versus sequential A,B,A coinjection processes. The spokesperson said the technology to precisely control the flow sequence is enabled by its nozzle and manifold designs and the controller. “Other competitive co-injection systems may not have the same precision control to allow for 100% virgin resin at the gate to maintain structural strength,” the spokesperson said. “When PCR is allowed to remain at the gate this can cause brittleness and result in packaging failure.”
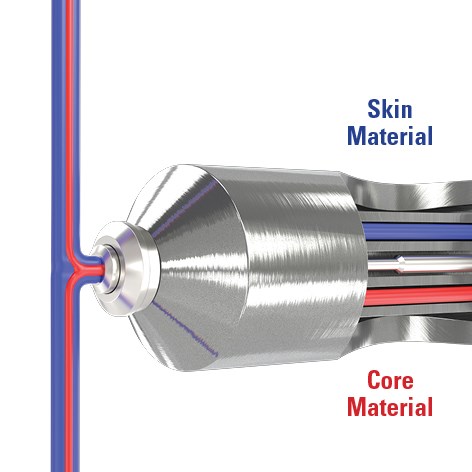
Mold-Masters Co-injection nozzle combines two resins into a single 3-layer melt stream.
Photo Credit: Mold-Masters
In packaging applications, it is important to keep the PCR core away from the injection point, and thereby avoid molded-in stresses that could lead to brittleness and result in drop-test failures.
Two more advantages that Mold-Masters cites for its coinjection technology in these applications: there is no penalty to cycle time as the two melt streams are injected simultaneously, and the ability to use existing tooling. Mold-Masters notes that the combination of materials is only limited by their melt temperatures, with closer melt temps being more ideal for compatibility.
Mold-Masters says that if customers are already producing standard mono-layer components on a single-shot machine, in most cases they would only need two things to retrofit their system: a Mold-Masters Co-Injection Hot Half hot runner system; and a Mold-Masters E-Multi all-electric auxiliary injection unit. According to Mold-Masters, each application is reviewed independently, and existing tooling could be utilized with modifications to the cavity plate.
The Proof is in the Pail
In a recent Plastics Technology webinar, Igor Kim, global sales director for PET and coinjection at Mold-Masters, explained the difficulties facing companies as they’re compelled to incorporate more PCR into their products. Chiefly, with typical recycled PE and PP resins for packaging, color is a challenge; melt flow is inconsistent from lot to lot; there can be odor issues and contamination risk; many show a decline in mechanical properties; and there is a limited availability of food-grade PCR. The answer? Put the required PCR between two layers of virgin, and contain all those potential issues—odor, contamination, degraded properties—with virgin material.
Kim said the challenge with previous systems was the risk of PCR content breaking through. To combat this, some technologies attempt to control the flow front, but if there are big variations this can lead to partial filling of the part and limit PCR content to less than 30%. Plus these technologies lack trailing edge and distribution control.
Kim detailed two case studies to highlight the system’s potential. In the first, a new single-cavity mold was used for a part weighing 950g with a wall thickness of 2.3 mm and a flow length to thickness (L/T) ratio >200. The outer layers were all molded from a virgin HDPE with a melt flow index (MFI) of 6, but with three different core resins: PCR HDPE with a MFI of 2; reground HDPE; and a PCR PP with a MFI of 20. In all cases, Mold-Masters was able to get to 45-50% PCR content, running a 14-sec cycle, which was the same as the monolayer, and with a fill time of less than 2.0 sec.
In the next project, an existing two-cavity mold designed for monolayer pails was used. The pails weighed 700g with a wall thickness of 1.7 mm and L/T > 300. The resins utilized were a virgin PP (MFI 15) and a recycled PP (MFI 15). The resulting pails were composed of 45% PCR, with critical sections like the lid locking area and the gate to be molded with only virgin material. The 18-sec cycle time was the same as monolayer with a fill time of less than 1.5 sec.
In addition to a solution to meet high recycling content target, Kim demonstrated that this application can bring financial benefits. For example, if the skin:core split was 60:40, with TiO2 (white colorant) in the skin for coloring, and all of the core was PCR, estimated annual material savings could be almost $500,000, based on today’s resin prices and a 1-cavity system running for 7000 hours in an 18-sec cycle time. Obviously, with resin prices moving upward and/or with a higher cavitation mold, the savings are much greater.
Mold-Masters says its coinjection technology allows more recycled content and greater control of its location in applications.
Photo Credit: Mold-Masters
Leave a Reply