In-Mold Electronics: Short-Term Pain, Long-Term Gain?
In-mold electronics (IME) is often touted as a forthcoming revolution in how automotive touch-sensitive interfaces will be manufactured. However, while smooth capacitive touch sensors are increasingly common in many recently launched vehicles, especially on steering wheels and parts of the center console, they are not currently produced by IME. Instead, other methods, such as applying functional films to existing 3D parts, are employed.
This apparent discrepancy poses an important question: Will the capacitive human-machine interface (HMI) components of the future be produced using IME, or will the simpler, currently used manufacturing methodologies persist? This question is addressed in a recent report published by IDTechEx titled, “In-Mold Electronics 2022-2032: Technology, Market Forecasts, Players.” The market could be worth $1.5 billion by 2032, according to the report.
HMI components that offer backlit capacitive touch sensing are increasingly utilized in multiple applications, including automotive interiors and household appliance control panels. Relative to traditional mechanical switches, the fewer parts used in backlit capacitive touch sensors make them both lighter and simpler to assemble, while the lack of discrete buttons means that they can be wiped clean.
Despite their visual similarity, backlit capacitive touch sensors can be produced with a range of different methods. One common approach, deployed in some recently launched cars, is to first produce a decorative, often curved part via high-pressure thermoforming and subsequent injection molding. A functional film comprising a printed conductive pattern of capacitive switches and interconnects is then attached to the back side. Conductive regions can be transparent — either via conductive polymer PEDOT:PSS (poly(3,4-ethylenedioxythiophene) polystyrene sulfonate) or metal mesh) — to enable backlighting with separately produced waveguides.
|
Image: IDTechEx
 |
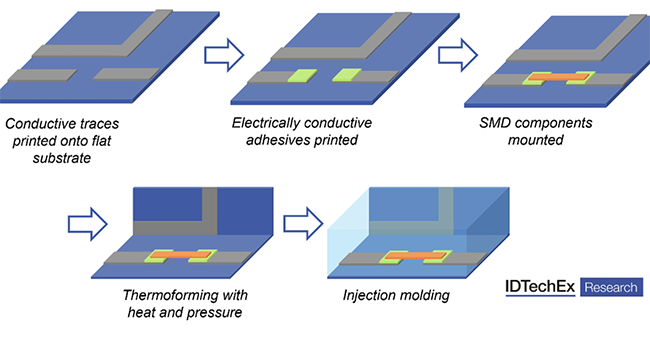
| Manufacturing process flow for in-mold electronics. |
By contrast, the manufacturing process for IME places more challenging requirements on the materials. First, conductive ink is printed onto a plastic, commonly polycarbonate, substrate. Electrically conductive adhesives (ECAs) are then used to attach electrical components such as LEDs. The substrate with conductive traces and mounted components is then thermoformed to produce the desired curvature, followed by injection molding to produce the complete part.
Because of the less stringent material requirements and lower adoption barriers relative to IME, applying functional foils to slightly curved parts to make capacitive touch switches has already reached commercialization in the automotive sector. Given that the two manufacturing methods result in parts with very similar functionalities and, hence, consumer experience, how can IME compete?
The answer lies in considering the parts and assembly processes that IME renders unnecessary. For example, providing capacitive touch sensing by applying functional foils means that lighting and waveguides need to be produced and installed separately, whereas with IME they are integral to the component. Greater integration means that IME will require fewer parts and materials and fewer assembly processes overall. IME parts, thus, will be lighter, benefitting both electric vehicle range and sustainability.
Crucially, as IME technology develops, a wider range of functionalities will be integrated. These include haptics, energy harvesting, heating, and even the control electronics (i.e., PCBs), removing the need for many separate parts and enhancing the IME value proposition. With functional foils, such extensive integration of electronics is challenging and slow, since components would need to be mounted on a 3D surface. By contrast, IME electronic components can be mounted before thermoforming via comparatively rapid conventional 2D pick-and-place systems.
Leave a Reply